專注耐候鋼景墻加工廠家
可按客戶需求來圖定制加工
作者:www.trhgj.net 瀏覽量: 時間:2022-04-06 15:44
耐候鋼板廠家介紹,對于那些需要符合規范的管道和制造焊縫的行業,隨著新的熱敏合金使用的增加,以及電力和石油行業對更嚴格的焊接標準的推動,包括那些要求更少焊接缺陷的標準,挑戰也隨之增加。事實上,一家大型全球石油公司現在要求其焊接和熔覆操作實現 零缺陷。
幾十年來,選擇的工藝一直是氣體保護鎢極電弧焊(GTAW,也稱為 TIG)。雖然在半自動氣體保護金屬電弧焊 (GMAW) 和藥芯焊絲電弧焊 (FCAW) 方面取得了許多設備和消耗品的進步,但這些工藝從未始終與手動 GTAW 提供的質量相匹配,尤其是在 5G 合金管上(垂直向上和高架)。【耐候鋼板廠家】
生產鋼或合金管焊縫(5G 位置)以始終滿足嚴格的規范、射線照相、超聲波和冶金要求仍然是一項重大挑戰。選擇工藝時,請注意其對潛在焊接缺陷的影響。了解管道焊接中固有的所有主要過程變量之間的關系也很重要,例如焊接能量、保護氣體反應性、極性、沉積速率、速度、焊接質量對焊接熔合的影響和孔隙率。【耐候鋼板景觀墻】
管道車間可以使用半自動流程,例如 FCAW 和 GMAW。根據焊接位置,其他工藝(例如氣體保護藥芯焊絲、噴霧轉移 GMAW 或脈沖 GMAW)可能僅適用于管道填充焊道。
反極性脈沖 GMAW 和 FCAW 可以為全位置管道焊縫提供更高的焊接熔敷率。與 GTAW 相比,這些工藝確實會產生較低溫度的電弧,但它們也會產生高度集中在電弧區域的焊接熱量,這有利于熔化快速、恒定進給的焊絲。集中的反極性焊縫熱量也會導致典型的大熱影響區 (HAZ),這可能是合金管焊縫和其他熱敏應用所關注的問題。
FCAW 和 GMAW 都提供 10 倍于 GTAW 獲得的焊接熔敷,從而提高了焊接速度。從生產力的角度來看,這可能是有益的,但從質量的角度來看,這可能是有害的。根據管道合金和厚度的不同,GMAW 和 FCAW 可能產生的焊接能量不足以滿足交付的速度和焊接質量,尤其是在管根上的前兩個 5G 坡口焊道中。當焊接能量不足時,無損檢測將顯示不完全熔合和過多的焊縫氣孔。
脈沖 GMAW 還提供健康的焊接熔敷率,但 50% 的脈沖焊接電流通常小于 100 安培。此外,FCAW 和脈沖 GMAW 能量受焊絲伸出 (WSO) 變化的影響,這與管道焊接中的坡口應用尤其相關。手動操作中 WSO 的微小變化會顯著影響所提供的安培數,再次對產生的焊接能量以及獲得的熔合量和孔隙率產生負面影響。對于鋼和不銹鋼,脈沖 GMAW 需要含有 CO 2或氧氣的反應性氣體混合物。反應性氣體混合物增加了焊接孔隙的可能性。【耐候鋼樹篦子】
用于 5G 和垂直向上焊縫的 FCAW 金紅石焊絲可提供速凍熔渣。熔渣設計用于在全位置焊接過程中成型和控制焊道。該工藝還使用反應性氣體混合物,與脈沖 GMAW 相比,手動 5G 焊接沉積速率略高。對于 FCAW,不完全熔合缺陷很常見,并且經常被困的熔渣增加了熔合不足。蠕蟲軌跡(拉長的孔隙)、夾渣和過多的單孔孔隙也是常見的缺陷。
將脈沖 GMAW 或 FCAW 工藝機械化可以更好地控制一些變量并提高焊接質量。但是,盡管半自動 GMAW 設備和用于全位置焊接的 FCAW 耗材取得了進步,但手動 GTAW 提供了更理想的高焊接能量與少量焊接熔敷的比率。這就是為什么 GTAW 經常成為首選管道工藝的原因。
由于要求將焊絲巧妙地送入小弧區,并且頻繁使用腳安培控制,手動 GTAW 需要 5G 管道焊接的最高技能。傳統手動 GTAW 的低焊接熔敷率會影響緩慢的焊接速度,這通常會導致熱量輸入過多。這是熱敏合金經常關注的問題。【耐候鋼幕墻】
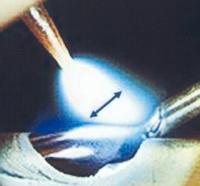
圖 1:在傳統 GTAW 中,小電弧等離子體能量在大焊絲和小流體熔池之間分配。
在 5G 管道焊接過程中,中低電流 GTAW 工藝會產生一個小的快速冷凍焊縫,其中一部分電弧等離子體能量被引導到焊縫上,另一部分熔化大焊絲的尖端(參見圖 1)。氣體鎢極電弧焊機必須在正確的時刻手動將焊絲引導到最佳電弧區位置。焊工還必須快速引導焊炬將小型流體熔池移動到所需區域上。
大直徑焊絲和小的流體焊接區極大地限制了手動 GTAW 送絲速度。狹窄的 GTAW 等離子體和小焊接區對鎢到工作距離的微小變化很敏感。鎢極氣體保護焊機經常使用腳踏控制器來進行必要的大電流變化,以應對焊弧和熔池的快速變化。GTAW 需要具有良好手眼協調能力的高技能焊工。這些技能需要很長時間才能獲得,并且隨著焊工年齡的增長可能難以保持。
常規手動GTAW使用大直徑線材;1⁄16 和 1⁄8 英寸(1.6 和 3.2 毫米)是典型的。大線徑與用于大電流埋弧焊應用的耗材有更多共同點。像 0.045 或 0.035 英寸(0.9 或 1.2 毫米)這樣的較小導線更適合用于中低電流 GTAW 應用。然而,對于小直徑焊絲,焊工根本無法以所需的更高進給速率進給焊絲。此外,快速冷凍的 GTAW 熔池極大地限制了送絲沉積速率的潛力,通常低于每小時一磅。【耐候鋼板廠家】
由于他們使用大焊絲直徑,手動 GTAW 操作員可以快速將焊絲移入和移出熔池。焊絲浸漬或輸送技術經常不一致,焊絲放置可能不會始終處于最佳弧區最佳位置。底線:由于焊絲輸送的不規則性,以及造成焊接連接??問題的大量起弧和停弧,經常會發生在常規手動 GTAW 中出現的少數管道焊接缺陷。在大直徑管焊縫中,大量手動焊接開始和停止阻礙了焊縫的均勻性和連續性。
GTAW 的電極負極性將大部分焊接熱量放入待焊接的零件中,從而使熱量從焊縫處快速散失。不幸的是,GTAW 的慢速意味著大量熱量仍會傳遞到焊接接頭——這是許多多道次和合金應用特別關注的問題。
為了克服手動 GTAW 的缺點,一些管道焊接和熔覆操作采用了自動熱絲 (HW) GTAW,它有一個送絲裝置和一個單獨的 HW 電源,通常為恒定送絲焊絲提供 50 到 100 安培的電流。HW 電流為快速凍結的小熔池增加了更多能量。這些自動化焊接和熔覆操作通常會獲得出色的生產力優勢,尤其是在平坦位置進行焊接并且電流超過 250 安培時,這提供了大的等離子體以及大的流體焊接區域。
然而,在低于 250 安培的情況下,自動化 HW 工藝會產生更小的等離子體和熔池。使用較低的電流,電弧對鎢到工件(電弧長度)的微小變化變得敏感。在這種情況下,自動電弧電壓控制是必要的。弧長監測設備是 HW 工藝從未適合作為手動 GTAW 工藝的原因。【耐候鋼板廠家】
當談到管道焊接缺陷時,一些管理人員會將矛頭指向人為錯誤,并可能會考慮使用自動化來消除人為因素。值得注意的是,人工焊接缺陷的一個常見根本原因是所使用的工藝和耗材,而自動化工藝可能無法完全解決問題。
奧地利焊接工程師 Siegfried Plasch 發明了一種稱為 TIP TIG 的工藝并申請了專利,這種工藝改變了傳統 GTAW 的焊接動力學。TIP TIG 首次在歐洲推出,使用恒定進給的熱絲,為焊縫提供額外的能量。導線還疊加了二次高速振蕩。振動由獨特的四輥驅動板產生。這種機械作用在傳遞到焊縫中的焊絲上產生振動,攪動熔化的焊池。
熱線電流與熔池攪拌結合,破壞表面張力并改變焊接動力學。改變的動力學增加了焊縫對更快送絲的接受度和增加的沉積速率潛力。提高送絲速度可以使用更高的電流,從而為焊接增加更多能量。
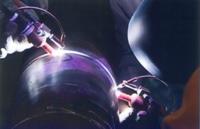
圖 2:在該海底管道應用中,每臺管道焊機的 INCONEL 焊縫增加了 250%。注意沒有焊接煙霧。經過 100% 無損 X 射線檢查后,產生的數百個焊縫需要零返工。
焊接動力學的改進顯著提高了送絲速度;與傳統 GTAW 管道填充通過沉積速率相比,通常會增加 200% 到 400%。更高的沉積量可以實現更快的手動或自動鎢極氣體保護焊。
雖然許多焊接車間并不關心鎢極氣體保護焊的焊接速度,但重要的是要記住,由于 TIP TIG 的電極負極性和更快的焊接速度,快速的焊接散熱現在可以降低焊接熱輸入,因此可以生產所有合金焊縫具有盡可能小的 HAZ。這有助于獲得最佳的機械和腐蝕性能,并降低裂紋敏感性。熱量減少還可以限度地減少煙霧(參見圖 2)。
改變的焊縫動力學改善并延長了焊縫流動性,減緩了焊縫凝固。這對于改善管道側壁熔合和減少孔隙夾雜物缺陷特別有益。提高流動性消除了許多合金常見的焊接遲緩問題,例如雙相合金、鉻合金、鎳合金和 INCONEL®。由于該工藝提供比傳統 GTAW 更快的速度并使用惰性氣體,因此您可以預期低焊接氧化和高焊接清潔度(參見圖 3和圖 4)。
更高的焊接速度、由這些速度產生的低熱量以及電極負極屬性顯著降低了焊接氧化電位。這有助于減少合金和多道焊縫中常見的大量清潔和研磨。
使用此工藝,手動焊工無需將焊絲送入焊縫,也無需腳踏控制。焊工可以進入一個更舒適的位置,用一只手支撐他們的身體,或者用兩只手放在焊槍上并專注于焊弧區(見圖 5)。
大多數冶金焊接問題的共同點是焊接熱。使用這種新工藝,許多鈦零件可以在沒有氣體尾隨保護罩的情況下進行焊接;可以焊接雙相合金而不必擔心達到最佳鐵素體-奧氏體水平;沖擊特性永遠不應成為問題;裂紋敏感性合金應具有較低的裂紋敏感性。TIP TIG 還減少了對管道焊接中經常使用的多種工藝的需求。
許多管理人員談論管道焊接返工成本,但不一定是與低沉積率、慢焊接速度和不良焊接工作周期相關的 GTAW 和 SMAW 成本。但考慮一個北美管道焊接操作,其中焊工使用 3⁄32 英寸的傳統 GTAW。(2.4 毫米) 碳鋼或不銹鋼絲。在此應用中,焊工使用傳統 GTAW 在 5G 管道填充通道上每分鐘交付 8 到 10 英寸的焊絲。當您轉換 3⁄32 英寸時。線(在 8-10 IPM)到 0.035 英寸。(0.9 毫米) GMAW 線通常與 TIP TIG 一起使用,最終得到 56 至 70 IPM 的 0.035 英寸。線,相當于每小時 0.8 英寸到 1 磅。這種沉積速率使典型的手動 GTAW 速度達到 2 到 8 IPM。
典型的鎢極氣體保護焊機通常每小時可實現約 20 分鐘的引弧時間,而 GTAW 鋼或不銹鋼焊絲每小時可提供 0.8 至 1 磅的焊接金屬。考慮到典型的 20 分鐘引弧時間,使用傳統 GTAW 進行 5G 填充焊道的焊工可以沉積0.27 到 0.33 磅。每小時焊接金屬量。
現在考慮在直徑為 8 英寸(20 厘米)和 3⁄8 英寸的管道上的典型 TIP TIG 應用。(10 毫米)壁厚,使用 0.035 英寸。電線以 2 至 3 磅的重量存放。每小時。使用這種新工藝,焊工每小時可以實現約 30 分鐘的引弧時間。考慮到這一點,TIP TIG 流程允許工人存放1 到 1.5 磅。每小時焊接金屬量。
通過獨特的 TIP TIG 焊接動力學,焊接準備的變化也可以提高生產率。熔池攪拌和改進的表面張力特性允許制備更窄的 V 型或 J 型槽,而無需擔心缺乏熔合。例如,需要 60 度組合 V-prep 的管道應用程序可以減少到 45 或 50 度斜角。【耐候鋼幕墻】
圖 4:這種超級雙相 6 毫米角焊縫的熔敷速度快。注意焊縫清潔度。
控制成本的最重要考慮因素之一是能夠限度地減少由常見的不完全熔合和孔隙缺陷引起的焊接返工。當管理人員考慮工藝和消耗變量并了解它們與指定焊接的關系時——再次關注所需技能、焊接能量、金屬沉積量、焊接速度和保護氣體反應性——他們當然應該選擇一種工藝這對于獲得特定焊接應用所需的質量是最具成本效益的。
焊接技能只是獲得代碼質量和最佳焊接生產率所需要求的一小部分。今天在北美,焊接專業人員還有另一個重要的焊接工藝需要考慮。


掃碼添加微信號
熱線電話
155-6287-5958
上班時間
周一到周五
聯系人
張經理